
| 1999�N06���g�����J�J�n |
| 2012�N4��27���X�V |
IH�i�C���_�N�V�����q�[�^�[�j���g�p���̊F�l�ɂ�
�d�C�����@�@�@�@�@�@�@
�@�@�@�@�@�@�@�팸���āI
�U�����M�F�̃X�L�b�h���[�����A�J�u�}�c�̃p�C�v�X�L�b�h���ɐ芷���鎖�ŁA
�\�ɐ��邩���m��܂���B

�����̗U�����M�F�i�C���_�N�V�����q�[�^�[�j�́A
�ȉ��̉����ɂ��ȃG�l�����s���܂����B
�i���N���b�N����Əڍׂ�����܂����j
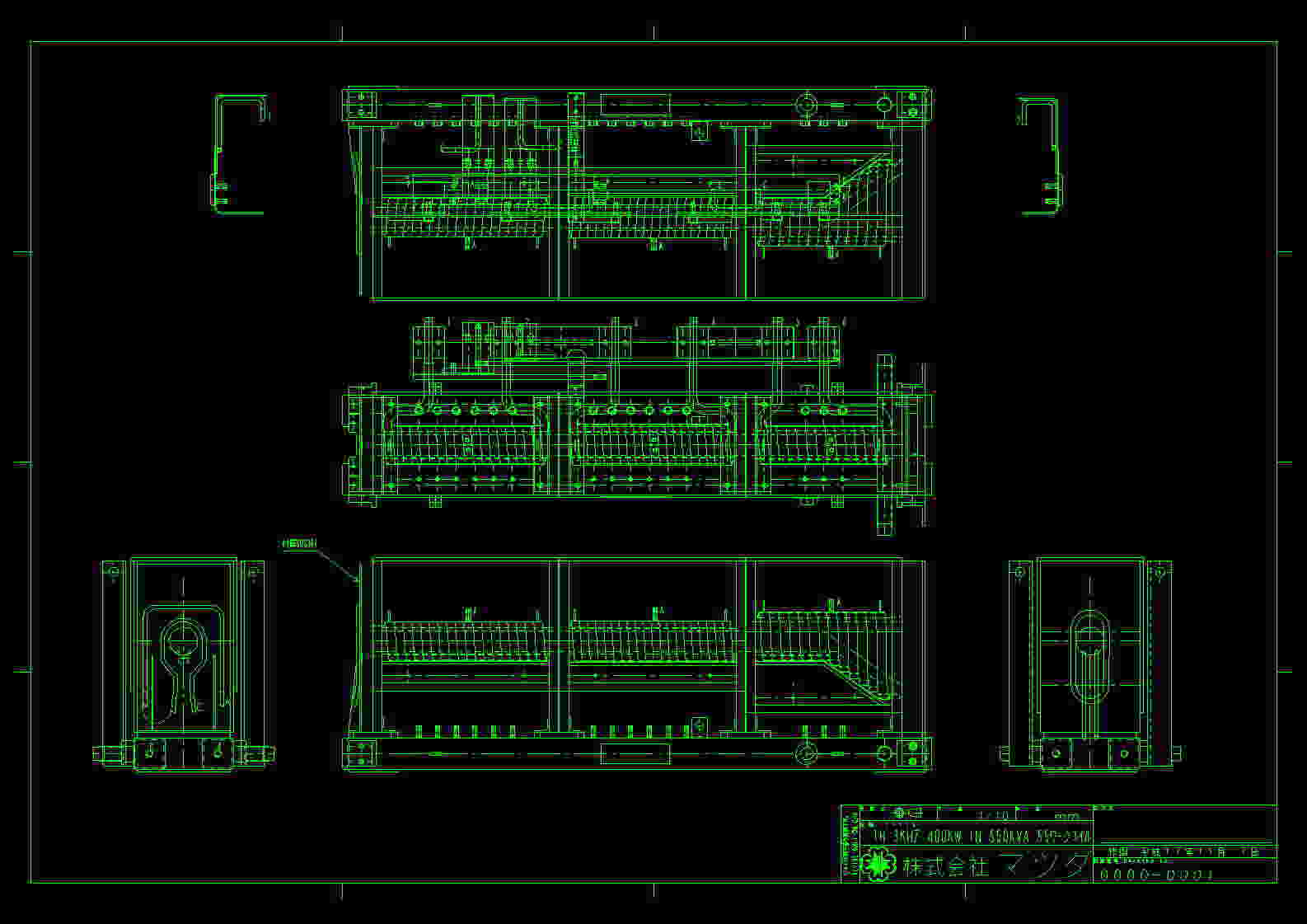
���X�A���̃R�C���́A��L�̗l��400�j�v 55�ӗp�̕��ł����`
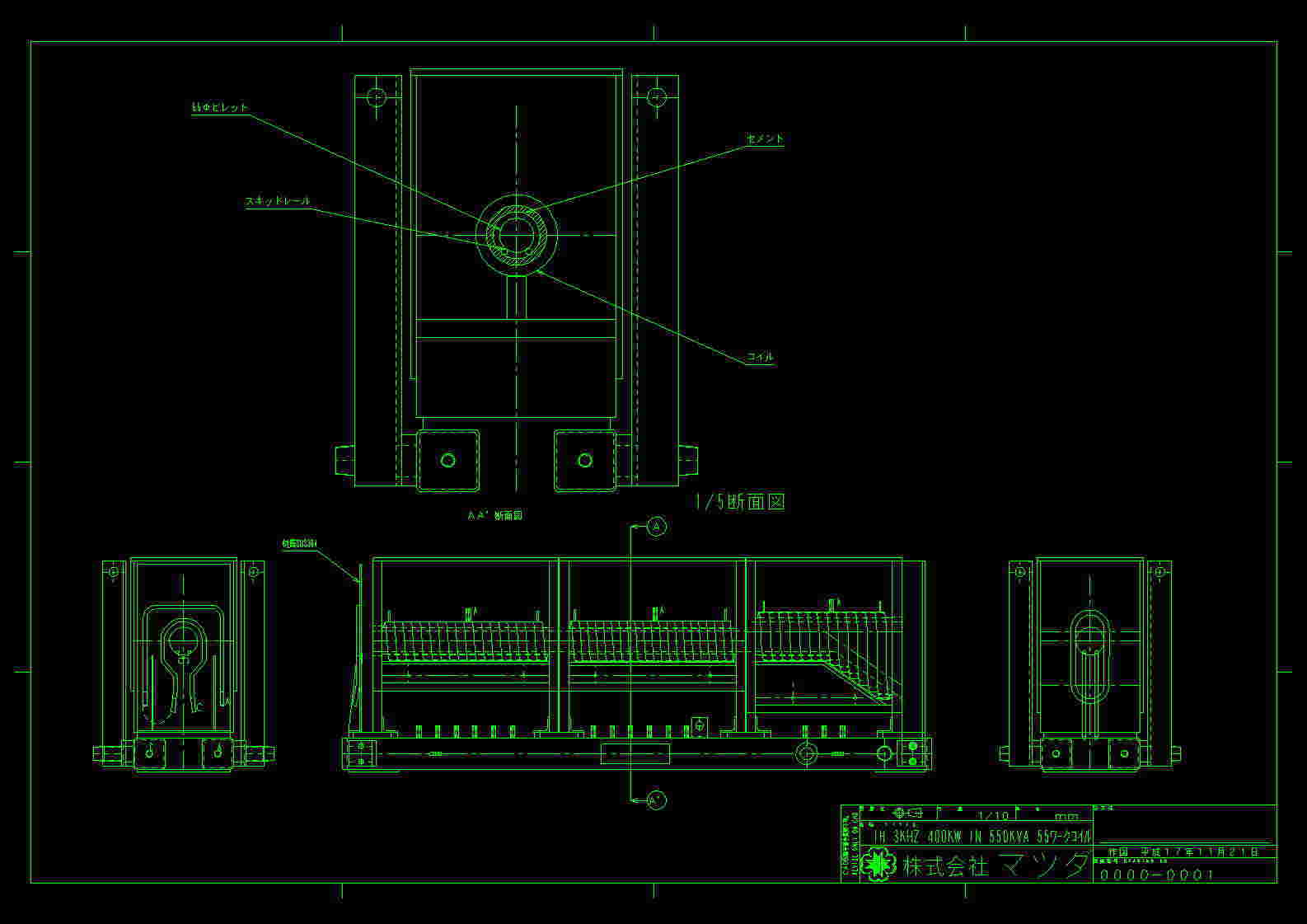
�i���N���b�N����Əڍׂ�����܂����j
�R�C����ωZ�����g�Ōł߂āA�X�L�b�h���[�����g�p���Ă������ł����A
�p�C�v�X�L�b�h���g�p���鎖�ŁA�ȉ��̗p�ɉ������鎖���o���A

�i���N���b�N����Əڍׂ�����܂����j
�܂�400�j�v 65�ӗp�̃R�C���ɐ���܂����B
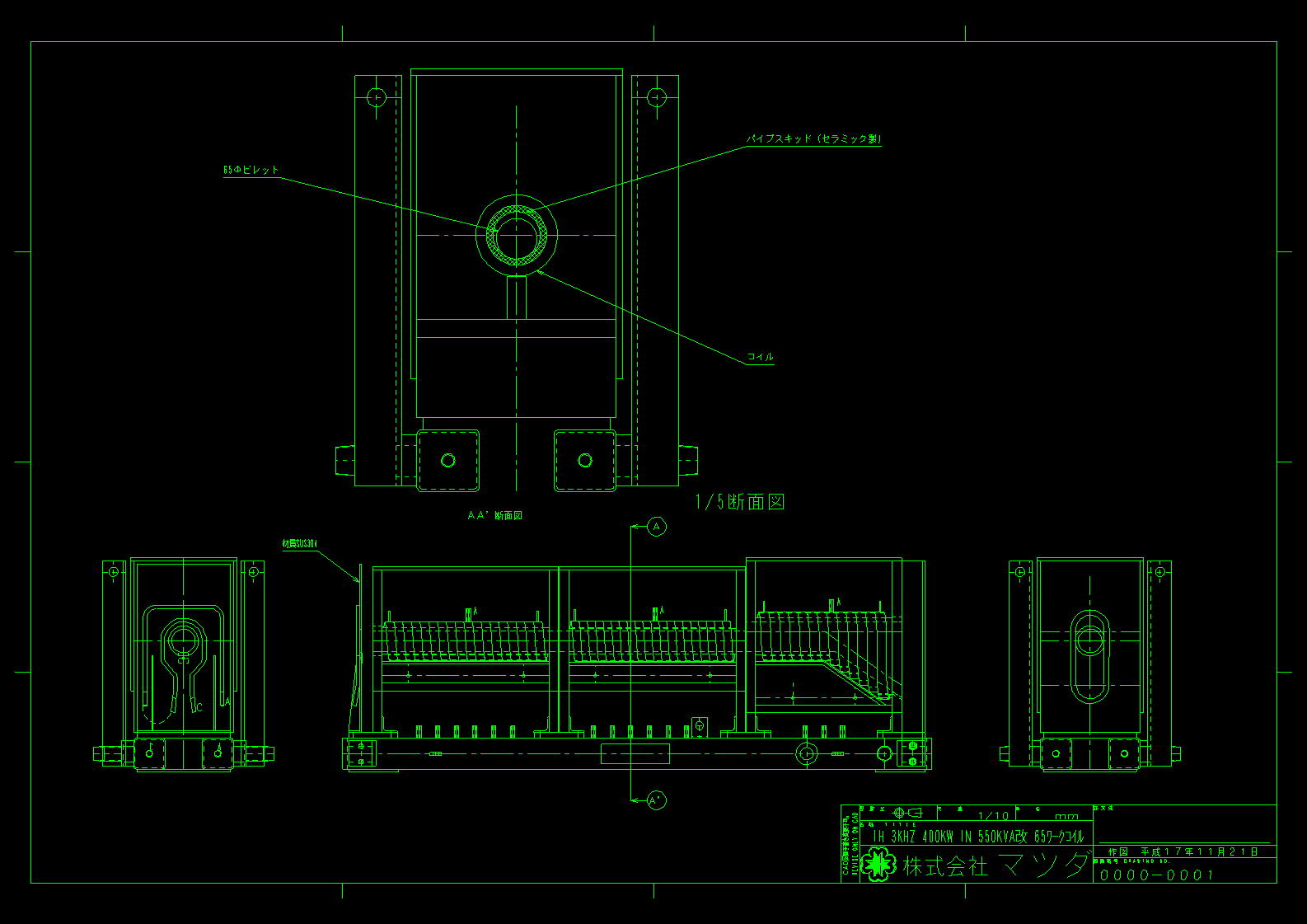
�i���N���b�N����Əڍׂ�����܂����j
�ʏ�65�ӗp�R�C���̓��a�́A120�ӁA
55�ӗp�R�C���̓��a��105�ӂł���A
�f�ʐς����������A������g�p���鎖�ŁA
���P�����A100���Ƃ������A
�T���v�Z���10�����A�g�p�d�͂��Ⴍ����A
�X�L�b�h���[���̖����d�͂�5�����������镪�𑫂��ƁA
15���߂��ȃG�l���B���o�������ɐ���܂��B
���������N���̃R�C�����A���p���鎖�ŁA
������������鎖���o������ł����A
�F�l���̃C���_�N�V�����q�[�^�[�ł��A
�����o���镨���L�邩���m��܂���ˁB
| ***�ȃG�lIH�p�C�v*** �C���_�N�V�����q�[�^�[�p�A�p�C�v�X�L�b�h�ɂ��Ẳ�� �M�Ԓb���̃R�X�g�_�E���A���ɓd�͔�p�̍팸���A �������̊F�l�A�N��ł���` ���ɁA�J�u�}�c���{�������A���̃p�C�v�̑S���̔����J�n���܂��I�I�@ |
  ���Ђ̑ωp�C�v�́A�M�Ԓb���p�X�L�b�h���[�����X�C���_�N�V�����q�[�^�\ �i�U�����M�F�j��p�Ƃ��āA���a�U�Q�N������т��L��A ����2�N�ɂ́A���ɓ����̎��{��Ō��J�ς݂ł��B �@ |
| ���āA �@ |
| �]������̃C���_�N�V�����q�[�^�[�́A �R�C���ی�ɃA���~�i���̃p�C�v��ωZ�����g���g�p���Ă���ׁA ���M����ޗ����A���ڐڐG���Ȃ���ړ��������ꍇ�K�����Ղ��A �R�C�����I�o�����u�ԁA�g�p�s�\�ɐ���܂��B ���������Ă����h�䂷��ׂɁA �������̃X�L�b�h���[���i���⎮�A���△���j���K�v�ɂȂ�܂��B �@�Ƃ��낪���̃X�L�b�h���[�����A�������ł���ׁA �ʓd���鎖����A�����W�̖����ی�ނ��U�����M������ł��B �����āA���̓d�������A�����d���Ƃ�т܂��B �@�X�L�b�h���[���́A���C�ނ𗘗p�������△���^�C�v�̏ꍇ�A ������ϔM�|���g�p���Ă��Ă��A�����ł̏��Ղ͖Ƃ�Ȃ��A �܂����⎮�̏ꍇ�͗�p�������A ��ɓd�C���i���x����ۂ����̂œd�C��R���Ⴍ�ۂ����ׁj����܂��B �����ĉ��M����ޗ��ɂ��������Ă���ׁA���̕����̔M���D�� ���x���Ⴍ�Ȃ�̂ŁA�����b�����A���^���̉��M�ނ́A �������A����ꍇ���L��悤�ł��B �J�u�}�c�̃C���_�N�V�����q�[�^�[�i�U�����M�F�j�́A �p�C�v�X�L�b�h�����ׁA��L�̗l�Ȏ��������g�p�ł��܂��B |
| �F���ܕ����A���Ђ�IH��p�p�C�v���g�p���A |
| �p�C�v�X�L�b�h�������̗p����A �������J��Ԃ����x�̂���ގ������I���Ă���ׁA �A���~�i���̃p�C�v��ωZ�����g�̑���Ɏg�p���āA ���M����ޗ����A���ڐڐG���Ȃ���ړ��������ꍇ�ł����Ղ��ɂ����A �X�L�b�h���[�����g��Ȃ��̂ŁA��L�̗l�Ȗ����d���̍�p�����A �������X�L�b�h���[�����A�R�C�����\�����߂�A�����f�ʐς��A���������鎖���o����� �ƂĂ��ȃG�l�A�G�R�ɐ��邱�Ƃ͊ԈႢ����܂���B |
| �Ⴆ�A�J�u�}�c�́A �@ |
| �@�C���_�N�V�����q�[�^�[�́A���Ђ�60���p�r���b�g�R�C�������̏ꍇ�ł́A �G�A�[�M���b�v���œK�ɂ��鎖�ŁA �ō�15�����d�͗ʂ��_�E�����鎖�ɐ����������������܂��B �X�L�b�h���[�����X�Ń��[���ɂ�閳���d�͂̃J�b�g�A �܂����[�����̐��̗�p��A �����ׂ̈̃|���v�̓d�͔���������X�ɁE�E�E �J�b�g����Ă���E�E�E�\��������܂��B �@ |
| �p�C�v�X�L�b�h�̕ϊv �@ |
| ���Ђ͑n�Ƃ���A �O������z�Ɨl�i�����A���������F�ށiTKR�j�l�j�����A�X�[�p�[R20���A WH�F�A�y��CT�F�p�̑ω`���[�u�ɂ��đS���ɔ̔����Ă��܂��B �]�k�ł����A��L�̊Ԑډ��M�F�J�����������A ���Ќ̉�ATKR��K���A���i����Y����3���ŁA �p�C�v�̔j������܂ł̖ڕW���\�i�j���ڕW�����ʁj�����߂����A ��70�i���a��50�j�̎��A1����150�Ԉȏ�i1,200���j�ƒ�߂�����o�����̂ŁA ���i�Ƃ��ĘF�ƂƂ��ɍL�����J�̔��������킯�ł��B �C���_�N�V�����q�[�^�\�p�́A ���a62�N�@������Д����c�H���l�i�S�R�j�A�L�c�ʏ��l�̗v�]�ŁA �C���_�N�V�����p�C�v�X�L�b�h�����p�ω`���[�u�Ƃ��āA ���A�X�[�p�[R20����d�@������Ђ֎x�����鎖����n��܂����B �����A���Ђ̑n�Ǝ��ł�����A�ϋɓI�Ɏ��А��i�J�������݂ċ���A �V�����R�Ď����M�F�Ƃ��āA �u�g�ݍ��킹�F�v���i���݂��ƃn�C�u���b�g�F�Ƃł������̂ł��傤�B�j�@���A �������������o�蒆�ł����B �����ɁA�O���������Ɏg�p����U�����M�F������IH�́A�X�L�b�h���[�����X�����J�B ���̎������Č��J�݂̂ŁA�����o��ɂ��Ȃ������̂́A �i��1����j���A�X�[�p�[R20�ł̃p�C�v�X�L�b�h�����ł́A �����ɂ܂��܂������o���Ȃ���������ŁA �����A�J�������V�f�ނ��̗p���鎖�ŁA���W�͒������ƍl�����J�݂̂Ƃ��܂����B �\�z�ʂ�i��1����j�́A �����i�K�ł��������Z���A2�����`3�������������܂���ł����B ����́A���A�X�[�p�[R20�͐�q�̗l�ɁA WH�F�A�y��CT�F�p�̕���p�i6��F�j�̑ω`���[�u�ł���A 150�Ԓ��x�̃��C�t�ł́A���̒��x�̎����ƌ������ł��B �C���_�N�V�����q�[�^�[�́A��ɒP��ׁ̈A ���̏����ł��i6�Łj���Ȃ��Ƃ�900�Ԓ��x�̑ϋv�͂��K�v�ɐ���܂��B �ω`���[�u�̓����𑝂₹���x�𑝂����͏o���܂����A �o���邾���g�p�d�͂��팸���R�C���̐��\���グ��ׂɂ́A �����f�ʐς��A���������鎖���K���ŗL�邱�Ƃ���A �e�ЃR�C�����a���������Ȃ�X���ɂ���A �����o���邪����A�R�C�����ʂ̕ی�ނ͔�������K�v���o�Ă��܂����B �����āA24���ԑ��Ƃ̘F���A�o���邾�������m�[�����e�Ŏg�p����ƂȂ�ƁA �ωp�C�v�̍X���鋭�x�A�b�v���K�v�ƂȂ��ŁA�ۑ薞�ڂł͗L��܂����A �����Ĕj���ڕW������4,000�ԁi1,200�����M�j�ƍ����ݒ肵 �ȍ~�A�F�X�ȍގ��Ŏ������ɂȂ�܂����B ���ꂩ��܂��Ȃ��A���ŃZ���~�b�N�X���̃p�C�v�X�L�b�h�A �����ē��Ђ̏툳�Č�SiC���̃p�C�v�X�L�b�h�����p���܂����B �i��Q����j �i����́A�ǂ������̂ł������i���ǂ������A�A�A�A�j ���̌�PIH�O�R�U�S-�Q�X���J�����i��R����j�A�e�X�g���J�n�A����́A ���x�R�X�g���ɗD��Ă��āA60���ނ̕]���e�X�g�ɂ����āA 24���ԉ^�]10�������Ƃ��L�^���ċ���قڊ����i�ƌ�����ł��傤�B �i���R�ɂ��T���v�Z�ł�700Kg/���~24���~6���~4�T�~10������4032�ԂƂȂ�܂����B�j �i��R����j�ɂ͓����Ɂi��R����-2�j�Ƃ������ׂ��V�f�ރe�X�g���s���Ă����܂������A �����Ɏ��s���܂����B �����Ƃ̑������ǂ����A���ɓS�iFe�j�Ƃ̗Z�a�������A 1,150���`1,200���ŁA�o�����܂����B ���݈�ʂɂr��-�r���b�ƌ����镨�ł����A�\�M�����͖��L��܂��A ���M�����A�ϔM�����ɂ͎g���܂���ł����B ���āA���̏��i�́A��S����@�ގ�PIH�O�R�U�S-�T�U-02�ɂȂ�܂��B ���݁A���M�ޗ���60�����傫�Ȓ��a�p�Ƃ��Đ����B 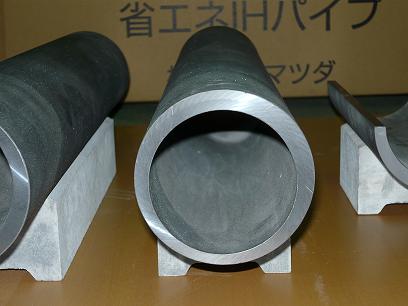 ����80���ޗ��ŁA���12�����ȏ���}�[�N�o���鎖��ڕW�Ƀe�X�g���ł��B 60����80���ނ̒P�ʒ���������̏d�ʔ�́A��1.777�{����A ��������ƁA�p�C�v�X�L�b�h�̌��݂��P���Ɂ�1.777�{�@�K�v�ɂȂ��ł����A �R�C���a�͏o���邾����������������ȃG�l�ɂȂ�̂ł������s���܂���B �����ŁA�V�ގ��ŋ��x���グ�āA �X�ɁA�ϐS�����鎖�ŁA�������Ղ��鎖���L���Ă��A �����Ԏg�p�ł���\�����L��悤�ɂƍH�v���Ă���܂��B �i�p�C�v�X�L�b�h�]���e�X�g���̗l�q�ł��j ���̌���A��T����A��U����ƌ������ł��̂ŁA��낵�����肢�v���܂��B �@ |
| ���̃J�u�}�c�Ȃ̂��H �@ |
| �J�u�}�c�́A ���А��A�����v�g�F�A���А��Ԑډ��M�F�̏��Օ��i�ł��� �Z���~�b�N�`���[�u�i�O������z�Ɛ����A�X�[�p�[���j �i�C���_�N�V�����q�[�^�[��p�p�C�v�X�L�b�h�Ƃ͕ʕ��ł��j��A �q�Ɨp�̒I�i�l�I�X�[�p�[�j���A ���{���ɋ������ċ���܂��B ���А������v�g�F�̃K�X��������̏ꍇ�A �O����荂���ɉ��M�����Z���~�b�N�`���[�u�̒��ɁA ���ڃr���b�g�f�ނ�ʂ��̂�������O�̎g�����ŗL��܂��B ���������ăC���_�N�V�����q�[�^�[�̏ꍇ�A �Ȃ��A�X�L�b�h���[�����g�p����̂��s�v�c�łȂ�܂���ł����B ���Ղɋ����ǂ��p�C�v���L��ΕK�v�����Ƃ킩���Ă��܂����B �B�A���А������v�g�F�͕���i����6��j�A �C���_�N�V�����q�[�^�[�͒P��ŗL��̂ŁA ��p�ɂ�����܂��ʂ�p�C�v�X�L�b�h�̖��Ղɑ��鋭�x�́A �Œ�ł�6�{�ȏ�́A���҂���K�v������܂��B �܂�3���Q�S���ԑ��Ƃ̂��q�l���قƂ�ǂɐ����ė������Ȃ̂ŁA �����4�{�A�v������24�{�ȏ�A��ǂ�4,000�Ԃ��A �j���ڕW�����ʂƂ��Đݒ肵�������J��Ԃ��܂����B ���������]�Ȑ܂͗L��܂������A�K�^�Ȏ��ɁA �C���_�N�V�����q�[�^�[��p�p�C�v�X�L�b�h�̊J���ł�����ł��B ���̃J�u�}�c�Ȃ̂��H ����́A�o����܂Ō����𑱂�������ł��傤���I�I �܂����ꂩ��������čs���܂��̂ŁA�������肢���܂��B �@ |
| �ȃG�l���b�n�Q�팸 �@ |
| ���{�̕��j�łb�n�Q�팸�͋}���ɐ���܂����B �b���p�C���_�N�V�����q�[�^�[�����g�p�̊F�l���A �ȃG�l�R�C���։������铙�̎�i���u�����ŁA �d�͔���Ȃ�����Ɠ����ɁA�b�n�Q�̍팸���B���o����\�����L��܂��B ����A���������������B �@ |
| ���p�����A �@ |
| ����A������� �}�c�_�܂ŁA���⍇���������B ���������������ċ���܂��B �Z���B ���{�͓�����s���R�c��5365-23 �d�b�@0721-53-9444�@ |
| (��)�}�c�_�̃z�[���y�[�W�ւ����Œ��A�L��������܂��B�H��̎��A���ۂɐ������Ă��镨��d���̓��e�ȂǁA�o���邾���ڂ����������������܂��B�ǂ�����낵����肢���܂��B
******************************** ���A�������Ђ̃z�[���y�[�W�́A�H�����̌�����R����܂��������lj����čs���܂��̂ł��炭�̊ԁA�䖝���Č�t�����������B ******************************** �����q�̃y�[�W�ւ́A���̓������炪�����ł��B �@ 2012�N4��27��UP |
�Z �� ���{�͓�����s���R�c�� �T�R�U�T�|�Q�R �d�@�b �O�V�Q�P�|�T�R�|�X�S�S�S F A X �O�V�Q�P�|�T�R�|�X�S�S�R �T���v�� �e�L�X�g |
����11�N�U������[an error occurred while processing this directive]�l�ڂ̂��q�l�ł��B

